Prensa autocentrante: una revolución en la sujeción de precisión desde la industria aeroespacial hasta la fabricación médica
Una solución práctica con una precisión de repetición de 0,005 mm, una mejora del 300% en la resistencia a la vibración y una reducción del 50% en los costos de mantenimiento.
Esquema del artículo:


Tornillo de banco autocentrante Meiwha
I. Mordaza autocentrante: el valor revolucionario de romper con la sujeción tradicional
Caso 1: Un conocido fabricante de componentes para la automoción
Los principales problemas que se encuentran al utilizar el tornillo de banco:
1. Gran desviación de concentricidad: el método de sujeción con prensa tradicional da como resultado un error de concentricidad del engranaje de 0,03 mm, que excede el rango de tolerancia (≤0,01 mm) y la tasa de desperdicio es tan alta como 15%.
2. Baja eficiencia de producción: cada pieza requiere 8 minutos de sujeción y los ajustes frecuentes interrumpen el ritmo de la línea de producción.
3. Inestabilidad de la calidad de la superficie: la vibración del procesamiento hace que la rugosidad de la superficie Ra fluctúe entre 0,6 y 1,2 μm, lo que resulta en un aumento del 30% en los costos de pulido.
Solución: Actualización de la tecnología de mordazas autocentrantes
Parámetros principales del tornillo de banco autocentrante:
Precisión de centrado: ±0,005 mm
Precisión de posicionamiento de repetibilidad: ±0,002 mm
Fuerza máxima de sujeción: 8000 N
Carriles guía endurecidos (HRC ≥ 60) capacidad antidesgaste
(Todos estos puntos pueden ser cumplidos por Meiwhatornillo de banco autocentrante.)
Pasos de implementación específicos para reemplazar la prensa autocentrante:
1. Renovación de la línea de producción: Sustituir las mordazas tradicionales en 5 centros de mecanizado e integrar el sistema de cambio rápido de punto cero
2. Mordaza autocentrante con diseño de mandíbula tipo aleta de tiburón: la forma especial de los dientes mejora la fricción, reduciendo la vibración de corte (la amplitud de la vibración se reduce en un 60%).
Los avances logrados en términos de precisión, eficiencia y costo después de actualizar la prensa autocentrante.
| Índice | Antes de actualizar la prensa autocentrante | Después de actualizar la prensa autocentrante | Porcentaje de mejora |
| Error coaxial | 0,03 mm | 0,008 mm | 73%↓ |
| Tiempo de sujeción de una sola pieza | 8 minutos | 2 minutos | 75%↓ |
| Rugosidad superficial Ra | 0,6-1,2 μm | Estabilidad ≤ 0,4 μm | consistencia |
| Pérdida anual de residuos | 1.800.000 yenes | $450,000 | Se ahorraron ¥1,35 millones |
| Cortando la vida | En promedio, 300 artículos. | 420 artículos | 40%↑ |
Recuperación de costos para la actualización de la prensa autocentrante: la inversión en equipos es de ¥200.000 y el costo se recupera en 6 meses.

Tornillo de banco autocentrante Meiwha: MW-SC130-007

Mordaza autocentrante Meiwha: MW-SC75-054
II. Principales ventajas de las mordazas autocentrantes: un triple avance en precisión, eficiencia y flexibilidad
Ventaja de la prensa autocentrante 1: Garantía de precisión a nivel micrométrico
Tecnología de sincronización de varilla roscada bidireccional: elimina el desplazamiento unilateral, precisión de posicionamiento repetible ≤ 0,005 mm (video de prueba del indicador de cuadrante)
Datos comparativos de resistencia a la vibración entre una prensa autocentrante y una prensa tradicional
| Método de sujeción | Amplitud de vibración (μm) | Rugosidad superficial Ra (μm) |
| Tornillo de banco tradicional | 35 | 1.6 |
| Mordaza autocentrante | 8 | 0.4 |
Ventaja 2 del tornillo de banco autocentrante: Eficiencia duplicada por el motor
Sistema de cambio rápido de mordaza autocentrante:
El posicionamiento del punto cero permite un cambio de piezas de trabajo en 2 segundos
Las mordazas modulares permiten la sujeción simultánea de varios conjuntos de piezas de trabajo durante el procesamiento.
Utilización del espacio aumentada en un 40%: centro bajo, diseño alto (100 - 160 mm), lo que permite procesar 5 piezas de trabajo simultáneamente
Ventaja 3 de las mordazas autocentrantes: Núcleo de producción flexible
Adaptabilidad universal:
Garras duras: Sujeción de piezas de acero/fundiciones (compatible con superficies rugosas)
Garras Suaves: Cubiertas de Silicona Personalizadas para Proteger la Superficie de los Implantes Médicos

Mordazas de tornillo de banco autocentrantes
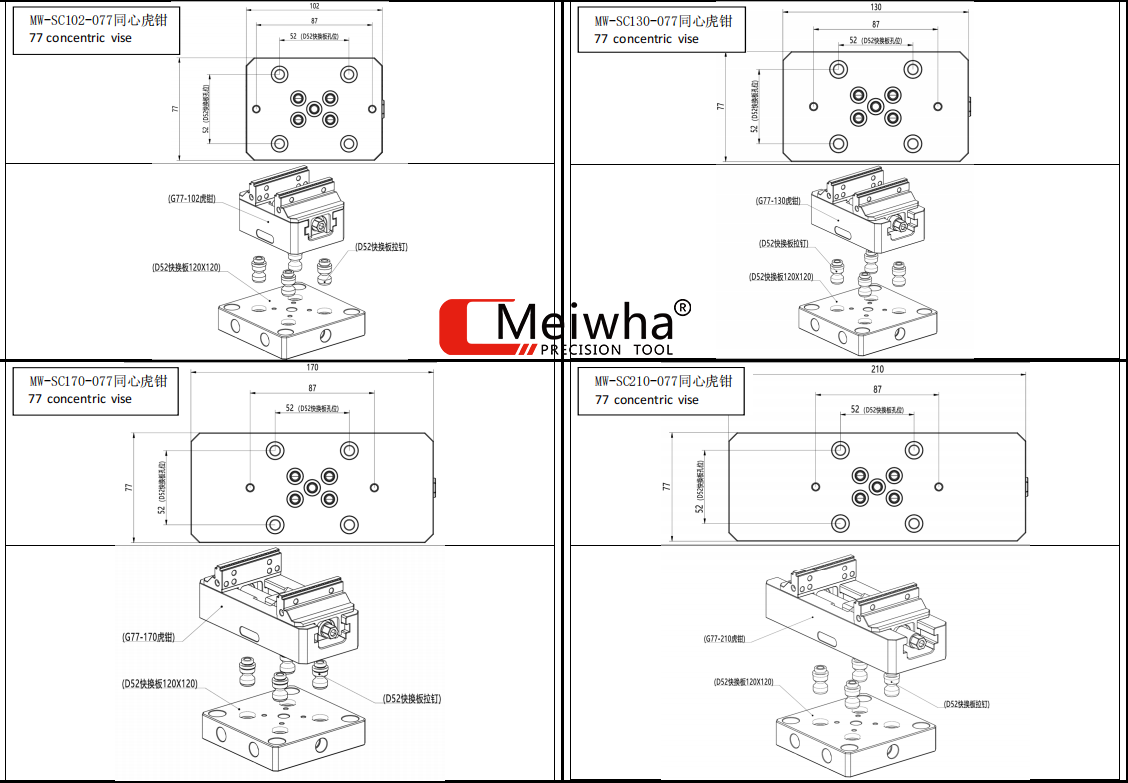
Diagrama de disposición del esquema de tornillo de banco autocentrante
III. Seis escenarios de aplicación y ejemplos de selección de prensas autocentrantes
| Industria | Pieza de trabajo típica | Situación | Efecto |
| Aeroespacial | Costillas de ala de aleación de titanio | Prensa de calentamiento por inducción de alta frecuencia + mordazas con revestimiento cerámico | Deformación < 0,01 mm, vida útil de la herramienta duplicada |
| Implantación médica | Prótesis de rodilla | Mordaza neumática autocentrante + mordazas blandas de grado médico | La superficie no tiene rayones, tasa de rendimiento → 99,8% |
| Automóvil de nueva energía | Cuerpo de la caja de la batería | Mordaza hidráulica rígida reforzada (modelo antivibración) | La vibración de procesamiento se reduce en un 60% y el tiempo de trabajo se reduce en un 35%. |
| Electrónica de precisión | Marco central del teléfono móvil | Tornillo de banco autocentrante en miniatura (carrera de φ80 mm) | Área reducida en un 70%, precisión ±0,003 mm |
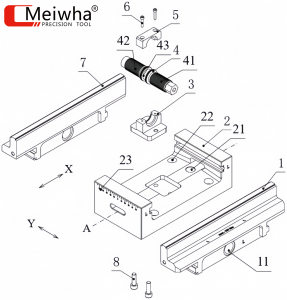
Diagrama estructural de una prensa autocentrante
IV. Guía de mantenimiento para prensas autocentrantes: puede prolongar su vida útil
1. Lista de verificación de mantenimiento diario para mordazas:
| Componentes de tornillo de banco autocentrante | Normas de trabajo |
| Riel guía de husillo de avance | Eliminación diaria de polvo de pistola de aire + inyección de grasa semanal |
| Área de contacto de la superficie de sujeción | Limpieza con alcohol del líquido de corte restante |
| Mecanismo de accionamiento | Inspección mensual del rendimiento de sellado de la ruta de gas (presión ≥ 0,6 MPa) |
2. Tres cosas que se deben y no se deben hacer para mantener el tornillo de banco autocentrante
1. Utilice un cepillo de metal para limpiar el riel guía → puede causar rayones en la superficie de precisión.
2. Mezclar lubricantes de diferentes viscosidades → Provocará gelificación y bloqueo.
3. Exceder la fuerza de sujeción nominal en un 50 % → provocará una deformación permanente.
Hora de publicación: 09-ago-2025




